Ponúkame cenovo dostupné a zdravé bývanie pre súčasné a budúce generácie. Chceme rozšíriť jeho využitie zo západnej Európy smerom do nášho regiónu.
Vyvíjať udržateľné a zdroje šetriace stavebné prvky.
První automatizovaná výrobní linka společnosti VST BUILDING TECHNOLOGIES AG byla otevřena v Nitře na Slovensku na podzim roku 2013. Jedná se o nejmodernější a největší závod – s plochou téměř 17 000 m2 – na výrobu stavebních prvků, jako jsou stěny a desky, v Evropě.
Ve výrobním závodě VST v Nitře vyrábíme patentovaný systém kompozitního bednění VST pro „off-site construction“ podle individuálních návrhů zákazníků. Automatizace výrobní linky představuje technologický průlom v industrializaci výroby komponentů, protože celý výrobní proces je díky ní mnohem efektivnější a hospodárnější. Na jedné straně se snižuje spotřeba surovin ve výrobě a na druhé straně se snižuje potřeba pracovních sil. Automatizace také výrazně zvýšila celkovou výrobní kapacitu závodu v Nitře.

Skupina VST má dlouholeté zkušenosti na trhu s kompozitními bednicími technologiemi a nabízí stavebníkům řešení na míru pro moderní výstavbu díky inovativním patentovaným technologiím a komponentům, které jsou přizpůsobeny konkrétnímu projektu.
Technologie VST se používá především v bytové výstavbě. Kromě dodávek stavebních prvků nabízí VST také hrubé stavby a inženýrské služby pro stavební projekty. V Německu a Rakousku nabízí VST také veškeré stavební služby až po výstavbu na klíč…
Vďaka vysokému stupňu priemyselnej prefabrikácie a eliminácii debnenia možno v porovnaní s inými stavebnými metódami výrazne skrátiť čas výstavby.
Technológia VST je vysoko vzduchotesná, čím sa šetria náklady na vykurovanie a chladenie. Okrem toho majú prvky VST tepelnoizolačný účinok.
Vďaka premiestneniu pracovných krokov do závodu VST už nie je potrebné vykonávať práce na stavbe. Tým sa skracuje čas výstavby a znižujú sa náklady.
Systém VST je kompatibilný so stavebnými metódami, ako sú betónové prefabrikáty alebo v kombinácii s drevenými konštrukčnými prvkami.
Systém VST dokáže vyrobiť každý prvok na milimeter presne podľa požiadaviek zákazníka. Možné sú aj špeciálne prvky, napríklad zaoblené konštrukcie.
Presunutím mnohých pracovných krokov do bezpečného prostredia závodu VST sa zvyšuje bezpečnosť na stavbe a znižuje sa množstvo odpadu na stavbe na minimum.
Vďaka nehorľavému povrchu cementotrieskových dosiek a betónovému jadru je zaručená rozsiahla protipožiarna ochrana prvkov VST.
Budovy VST sú masívne železobetónové konštrukcie, ktoré majú monolitické betónové jadro (to znamená, že betónové jadro prechádza súvisle celou budovou).
Prvky VST majú hladký povrch pripravený na natieranie. Vyplňovanie alebo omietanie preto nie je potrebné. Iba v oblasti škár sa aplikuje špecifická štruktúra náteru.
Inovatívne prvky VST (v preklade: technológia kompozitného debnenia) sú vyrobené z cementotrieskových dosiek s hrúbkou 24 mm, ktoré sa skladajú zo 70 % cementu a 30 % drevených častíc.

V roku 2012 dosiahla skupina VST významný pokrok v ďalšom technologickom vývoji: vyvinula a uviedla do praxe nový proces, ktorý umožňuje automatizovanú výrobu prvkov VST. Tento proces bol zaregistrovaný ako celosvetový patent. Výrobný závod v Nitre patrí z hľadiska výrobnej technológie k najmodernejším a s plochou takmer 17 000 m2 je jedným z najväčších závodov na výrobu stavebných komponentov, ako sú steny a stropy, v Európe.
Vo výrobnom závode VST v Nitre sa patentovaný systém kompozitného debnenia VST kompletne priemyselne prefabrikuje ako „off-site“ konštrukcia podľa individuálnych návrhov zákazníka. Automatizácia výrobného závodu predstavuje technologický prielom v oblasti industrializácie výroby stavebných prvkov, pretože celý výrobný proces je vďaka nej oveľa efektívnejší a šetrí zdroje. Na jednej strane sa znižuje spotreba surovín pri výrobe a na druhej strane sa znižuje potreba pracovnej sily. Automatizácia tiež výrazne zvýšila celkovú výrobnú kapacitu závodu v Nitre.
Cementotrieskové dosky so štandardným rozmerom 1200 mm x 3200 mm sa umiestňujú na dopravníkový systém pomocou manipulačného robota, kde sa kontroluje vstupný materiál – dosky. Dosky sa automaticky posúvajú cez stroj na opracovanie hrán, v ktorom sa pri prechode vyfrézuje pero a drážka na oboch dlhých hranách dosky a potom sa nanesie lepidlo. Jednotlivé dosky sa stiahnu a zlisujú, čím sa vytvorí „nekonečná“ doska.
Po spojení štandardných doskových prvkov sa „nekonečná“ doska okamžite nareže na požadovanú dĺžku stenového prvku. Ďalšou operáciou je vyrezanie všetkých potrebných otvorov (okenné alebo dverné otvory, otvory pre elektroinštaláciu alebo rôzne priechody vzduchotechniky či iné technologické otvory). Všetky tieto rezy sa vykonávajú vodným lúčom a rezanie touto technológiou má nespočetné výhody. Vysoká presnosť +/-0,5 mm, rezanie komplikovaných tvarov, možnosť rezania šikmých rezov, bez tepelných zmien materiálu, šírka rezu 1,5 mm, bezprašnosť atď.
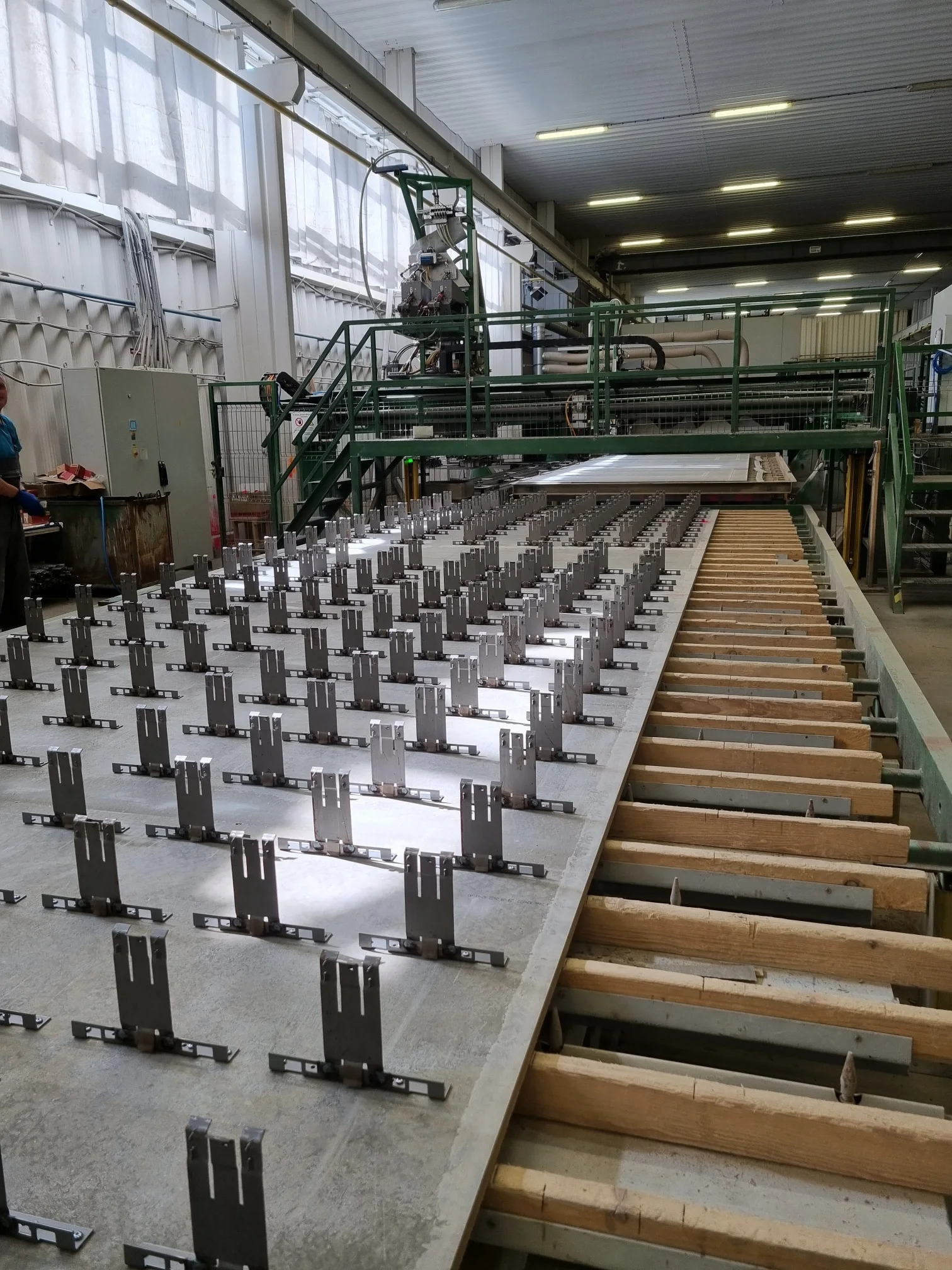
Dva skrutkovacie roboty s uchopovacími zariadeniami špeciálne prispôsobenými pre dištančné profily súčasne naskrutkujú dištančné profily na dosky. Po naklonení dosiek vo zvislej polohe sa dosky presunú na pracovisko, kde sa podľa výrobnej dokumentácie osadí výstuž a všetky potrebné komponenty (elektroinštalačné rúrky, elektroinštalácia, dopravné závesy, sanitárne a vykurovacie rúrky atď.). Potom sa obe polovice steny zlisujú k sebe. Hotové steny sa pomocou mostového žeriavu prevezú do dokončovacej stanice, kde sa vykoná konečná úprava steny, výstupná kontrola a stena sa preloží do prepravného regálu.
Automatizovanú výrobnú linku riadi špeciálne vyvinutý softvér. Plány prvkov, ktoré sa majú vyrobiť, sa najprv vytvoria pomocou plánovacieho softvéru. Údaje sa potom odošlú do riadiaceho počítača, ktorý ich použije na výrobu prvkov VST.
Táto linka vyrába neštandardné prvky VST (steny, atiky, nosníky, stĺpy, schodiská atď.), ktoré sa vyrábajú podľa individuálnych požiadaviek zákazníka. Základom manuálnej linky je univerzálna píla s automatickým podávacím systémom a vákuovým manipulátorom. Píla je umiestnená v strede oboch výrobných liniek a reže cementotrieskové dosky na požadovaný rozmer. Vyreže aj potrebné otvory (napr. pre okná alebo dvere, elektroinštaláciu a iné technologické otvory).
Po vykonaní rezov sa cementotrieskové dosky presunú do skrutkovacej stanice, kde sa do nich zaskrutkujú špeciálne vyvinuté oceľové dištančné profily. Dištančné profily sa upevňujú pozinkovanými skrutkami so zapustenou hlavou bez toho, aby skrutky prenikli do povrchu prvkov zvnútra. Tým sa zachováva nepoškodený vizuálny povrch dosky, ktorý je už pripravený na lakovanie alebo nanášanie tenkej vrstvy stierky.
Po zaskrutkovaní dištančných profilov sa polovice prvkov vložia do lisu. Pred lisovaním sa nainštaluje výstužná sieťka. Okrem toho sa do prvkov inštalujú elektrické rozvody (vrátane elektrických krabíc), rôzne prechody a prestupy a rozvody vykurovania a sanity. Po zmontovaní všetkých komponentov sa obe polovice prvkov zlisujú a dištančné profily sa k sebe trvalo pripevnia pomocou systému „click“.
Vyrobený prvok (stena, stĺp, nosník atď.) sa potom presunie do dokončovacej stanice, kde sa prvok definitívne dokončí podľa projektovej dokumentácie tak, aby bol pripravený na prepravu a montáž na stavbe.
Po výstupnej kontrole sa prvok naloží do prepravného regálu.